Adresse:
No.233-3 Yangchenghu Road, Xixiashu Industripark, Xinbei-distriktet, Changzhou City, Jiangsu-provinsen




• Underlag med høj sejhed kombineret med højtydende belægning, specielt velegnet til forhærdet stålbearbejdning.
• Skærkantsdesign med positiv vinkel minimerer spånmodstanden og giver et bedre udseende.

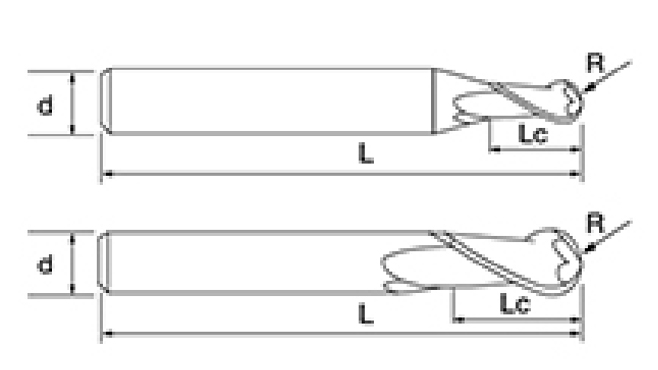
| Nej. | Diameter D | R Vinkel R | Fløjte Længde Lc | Samlet længde L | Shank Dia d | Klingetælling F |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 5 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 100 | 12 | 2 |
| NNH-2B-D16 | 16 | 8 | 25 | 100 | 16 | 2 |
| NNH-2B-D20 | 20 | 10 | 30 | 100 | 20 | 2 |
| Forarbejdede materialer | Forhærdet stål 40~50HRC | Hærdet stål 50~60HRC | Hærdet stål 60~68HRC | |||||||||
| Kuglehovedets radius (mm) | Rotationshastighed (min -1 ) | Foderhastighed (mm/min) | a s (mm) | a e (mm) | Rotationshastighed (min -1 ) | Foderhastighed (mm/min) | a s (mm) | a e (mm) | Rotationshastighed (min -1 ) | Foderhastighed (mm/min) | a s (mm) | a e (mm) |
| R0,5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1,0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1,5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2,0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2,5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3,0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4,0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5,0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6,0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8,0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| 10,0 kr | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| Maksimal skæredybde | 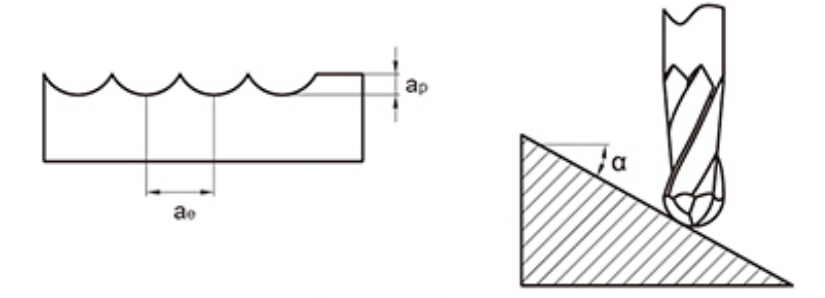 | |||||||||||
1. Brug venligst udstyr og armaturer med høj præcision og høj stivhed.
2. Når stivheden af værktøjsmaskinen og installationen af emnet er dårlig, kan der forekomme vibrationer og unormal lyd. I dette tilfælde bør hastigheden og fremføringshastigheden i tabellen ovenfor reduceres år-til-år.
3. Brug venligst luftkøling eller MQL (minimum mængde af olietågekøling).
4. Det anbefales at bruge sekventiel fræsning til sidefræsning.
5. Minimer værktøjsophængets længde så meget som muligt uden forstyrrelser.
| Værktøjsserie | Diameter | Radius | Hjørne radius | Fløjte længde | Effektiv længde | Samlet længde | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNH højhastigheds og høj hårdhed hårdmetal endefræsere | D0,1~D0,9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0,05~CR0,5 | /-0,005 | 0 0.3 | 0 0.3 | 0.5 -0,5 | h5 |
| D1~D3,5 | 0 -0,005 | |||||||||
| D4~D10 | -0,003 -0,015 | R3~R5 | /-0,005 | CR1.0~CR3.0 | /-0,008 | 0 0.5 | 0 0.5 | |||
| D12~D20 | -0,003 -0,018 | R6~R10 | /-0,008 | |||||||
NNH-2B højtydende 2-fløjte endefræserserie med kuglenæse fås i en række specifikationer, der spænder fra 1 mm til 20 mm i diameter. Denne fleksibilitet gør det muligt for brugerne at vælge det mest passende værktøj til deres bearbejdningsbehov, hvad enten det er til fingravering eller fræsning med dyb kavitet. Hver variant er omhyggeligt optimeret med sin rillelængde og overordnede dimensioner for at sikre præcision og effektivitet i en række applikationer.
Denne endefræser er designet med en kuglenæsegeometri og giver en mere jævn overgang i 3D overfladebearbejdning sammenlignet med fræsere med flad næse. Denne form hjælper med at reducere skæremodstanden og forbedre værktøjets stabilitet. Helixvinklen på 30° forbedrer spånevakueringen, mens den minimerer vibrationer, hvilket sikrer stabil bearbejdningsydelse. Derudover giver 2-fløjte strukturen mulighed for bedre spånfjernelse ved højhastighedsbearbejdning, hvilket gør den ideel til effektiv materialefjernelse.
Dette produkt bruger avanceret AlTiSiN-belægningsteknologi, parret med et substrat med ultrafine partikler (0,4μm). Dette forbedrer slidstyrken og varmebestandigheden markant, hvilket gør det muligt for værktøjet at opretholde ydeevnen selv ved bearbejdningsapplikationer med høj hårdhed. NNH-2B pindfræsere er lavet af hårdmetal med høj hårdhed og er præcisionsslebne for at opnå skarpe skærekanter, hvilket kan reducere skærekræfterne og forbedre bearbejdningsnøjagtigheden.
NNH-2B-serien er velegnet til en bred vifte af materialer og fungerer godt i højhastigheds- og højhårdhedsapplikationer. Den klarer sig meget godt i bearbejdning af hærdet stål, værktøjsstål, rustfrit stål op til 55HRC. Derudover er den også meget effektiv til præcisionsbearbejdning af ikke-jernholdige metaller såsom kobberlegeringer.










Virksomhedsetablering
Medarbejdere

Changzhou Maton Tools Co.,Ltd. er beliggende i den økonomisk udviklede Yangtze-floddeltaregion. Fabrikken er placeret i Xixiashu High-tech Development Zone, en velkendt værktøjsby i Kina. Vi er Højtydende 2 fløjtekuglenæse endefræsere Producenter.
Magotantools anvender ISO9001-kvalitetssystemet som standard under ledelse af forretningsfilosofien "nul produktfejl" og "nul serviceafstand", baseret på ånden af "integritet", "enhed" og "udnyttelse", og følger en fair og retfærdig virksomhedsstil for ledelse. Produktproduktion anvender femaksede og seksaksede CNC-slibe- og bearbejdningscentre fra Tyskland, Schweiz, Japan osv. og er udstyret med højpræcisionstestudstyr fra f.eks. Tyskland, Japan og Kina for at imødekomme produktionsbehovene med høj kvalitet og kvantitet.
Virksomheden udvikler løbende forskellige højtydende CNC-værktøjer og har vundet forskellige nationale priser. Professionel Højtydende 2 fløjtekuglenæse endefræsere VirksomhedMed mere end 10 patenter anvendes virksomhedens produkter primært i forsvarsindustrien, luftfartsindustrien, bilindustrien, elektronikprodukter og forme samt andre områder.
Virksomhedens forskellige produkter er anerkendt og foretrukket af velkendte indenlandske virksomheder. Med uendelig teknologi, uendelig skabelse og stræben efter ekspertise vil Magotan-værktøjer skabe fremtidig velstand og drømme med mere ekstraordinær selvtillid og høj kvalitet.
Vi svarer dig inden for 12 timer efter modtagelse af forespørgslen på hverdage.
Vi er producenter, vi producerer og sælger os selv.
Vi producerer hovedsageligt fræsere i wolframstål, bor og andre hårdlegeringsværktøjer. Professionelle Højtydende 2 fløjtekuglenæse endefræsere Producenter.
Vores produkter dækker næsten hele formindustrien, forsvarsindustrien, luftfartsindustrien, bilindustrien, elektronikprodukter og andre områder.
Ja, vores hovedfokus er på tilpassede produkter. Vi udvikler og producerer produkter baseret på tegninger eller prøver leveret af kunder. Specialfremstillede Højtydende 2 fløjtekuglenæse endefræsere.
Vi har over 30 enheder af WALTER fra Tyskland, Makino fra Japan, ROLLMATIC fra Schweiz og TTB fra Schweiz med en årlig produktionsværdi på 80 millioner RMB. Vi er Højtydende 2 fløjtekuglenæse endefræsere Virksomhed
Først udfører vi efter hver proces tilsvarende inspektioner. For det endelige produkt udfører vi 100% fuld inspektion i henhold til kundens krav og internationale standarder;
Dernæst har vi det avancerede og komplette testudstyr i branchen, såsom spektralanalysatorer, metallografiske mikroskoper osv., som kan sikre stabiliteten og konsistensen af skæreværktøjer, samtidig med at kundernes højpræcisionstestkrav til skæreværktøjer opfyldes.
Når vi giver et tilbud, bekræfter vi transaktionsmetoden med dig, FOB, CIF, CNF eller andre muligheder. Ved bulkproduktion betaler vi normalt først et forudskud på 30% og betaler derefter den resterende saldo ved fremvisning af konnossementet. Vi bruger oftest T/T som betalingsmetode, men L/C er også acceptabelt.
Vi er Højtydende 2 fløjtekuglenæse endefræsere Producenter i KinaVores fodaftryk er over hele verden. Vi leverer kvalitetsprodukter og -tjenester til kunder fra hele verden.

No.233-3 Yangchenghu Road, Xixiashu Industripark, Xinbei-distriktet, Changzhou City, Jiangsu-provinsen

+86-18068566610

sales@magotan-tools.com
+86-18068566610
